


Балансировка роторов

Методы статической балансировки, помимо того, что позволяют устранить только статическую неуравновешенность ротора, к тому же не удовлетворяют и современным требования по точности – вот почему, в подавляющем большинстве случаев сегодня уравновешивают ротор с помощью динамической балансировки на станках или в собственных опорах на рабочих частотах вращения ротора.
Неуравновешенные массы, вызывающие дисбаланс ротора, могут быть вызваны целым рядом причин:
- неоднородной плотностью материала ротора;
- недостаточно точным изготовлением и сборкой ротора;
- неточностью посадки ротора в подшипниковые опоры;
- эксплуатационным износом деталей, появлением сколов и налипанием инородных частиц;
- негативным воздействием условий эксплуатации и др.
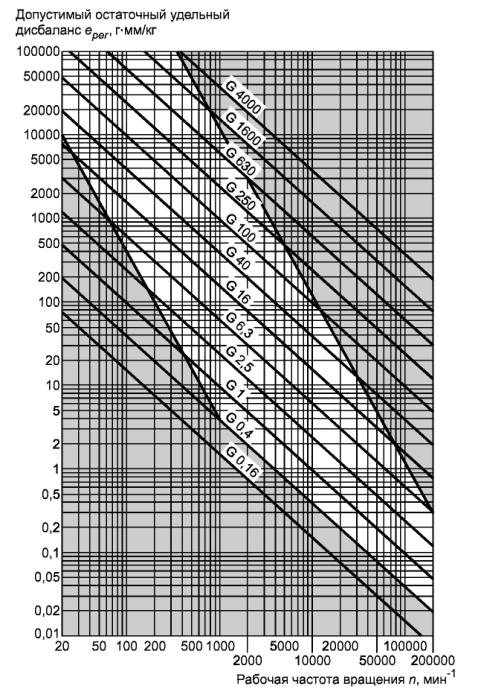
В статье «Динамическая балансировка» мы рассмотрели, что все роторы, в зависимости от величины динамических изгибных деформаций, подразделяются на жесткие и гибкие, и что жесткие роторы балансируются методами по ГОСТ ИСО 1940-1. Данные методы предусматривают одно- или двухплоскостную балансировку в зависимости от мест сосредоточения начального дисбаланса – в одной или двух плоскостях. Для большинства роторного оборудования (насосов, вентиляторов, компрессоров и др.) вполне достаточна двухплоскостная балансировка, но в особо требовательных случаях проводят многоплоскостную балансировку ротора. Рекомендуемые классы точности балансировки жестких роторов приведены в следующей таблице:

Что касается гибких роторов, меняющих свою форму в зависимости от частоты вращения, то их балансировку проводят с помощью процедур, рекомендуемых ГОСТ 31320:
- Процедура А: одноплоскостная балансировка при сосредоточении начального дисбаланса в одной поперечной плоскости. В эту же плоскость устанавливаются корректирующие массы.
- Процедура В: двухплоскостная балансировка при сосредоточении начального дисбаланса в двух поперечных плоскостях. В эти же плоскости устанавливаются корректирующие массы.
- Процедура С: применяется для составных роторов и включает балансировку отдельных узлов перед сборкой на низкой скорости вращения в соответствии с ГОСТ 22061.
- Процедура D: балансировка ротора в сборе (после проведения процедуры С) при начальном дисбалансе, не превышающем установленных пределов.
- Процедура E: балансировка ротора на этапах сборки, когда первоначально уравновешивают вал, а затем проводят ряд последовательных балансировок с установкой каждой новой детали, причем корректирующие массы устанавливают именно на эту (новую) деталь.
- Процедура F: балансировка в оптимальных плоскостях, которая применяется для однотипных роторов с равномерно распределенным дисбалансом вдоль оси ротора. При данной процедуре экспериментально подбираются оптимальные плоскости коррекции, в которых затем проводится балансировка на низких скоростях вращения.
- Процедура G: балансировка ротора на нескольких скоростях вращения, близких к критическим (в диапазоне рабочих скоростей вращения), включая и балансировку на максимальной испытательной скорости. Данная процедура подразумевает анализ мод колебаний и реализуется с помощью компьютерных программ, например, таких как BALTECH Balance.
- Процедура H: балансировка на рабочей скорости, применяемая для роторов, проходящих одну или несколько критических скоростей до достижения рабочей скорости. Данная процедура возможна при выполнении, как минимум, одного из следующих условий:
- скорость разгона и выбега такова, что амплитуда вибрации на критических скоростях не успевает превысить допустимых пределов;
- степень демпфирования системы настолько высока, что амплитуда вибрации на критических скоростях находится в допустимых пределах;
- конструкция опор ротора позволяет избежать нежелательных вибраций;
- приемлемость высокого уровня вибраций на критических скоростях;
- пренебрежимо малые нежелательные вибрации при разгоне/выбеге.
Отметим, что разделение роторов на жесткие и гибкие достаточно условно и зависит от скорости вращения. Так, ротор, рассматриваемый нами как жесткий, может, начиная с некоторой скорости вращения проявлять качества гибкого ротора. Учитывая это, выбор того или иного метода балансировки определяется не только конфигурацией ротора, но и его скоростью вращения:

Динамическая балансировка роторов проводится на балансировочных станках или стендах. Одними из лучших на отечественном рынке являются станки компании «Балтех» , наиболее оптимальные по качеству, функциональности и цене. На сегодняшний день компания «Балтех» производит более 50 моделей горизонтальных, вертикальных, автоматических и специальных балансировочных станков, предназначенных для балансировки роторов самых различных конфигураций, жесткости, габаритов и веса. Так, одноопорные роторы балансируются на вертикальных станках «Балтех», жесткие роторы с двумя цапфами – на горизонтальных, а гибкие роторы, изгибающиеся на рабочей частоте – на быстроходных вакуумных станках.
Во многих случаях балансировка ротора на станке может быть недостаточной в силу различия реальных условий вращения ротора в машине от условий вращения на балансировочном станке. И в этом случае необходима финишная балансировка в собственных опорах с помощью переносных комплектов –балансировщиков Протон-Баланс-II или BALTECH VP-3470.
Современные балансировочные станки и приборы «Балтех» по умолчанию подразумевают высокую квалификацию оператора- балансировщика. Для получения глубоких теоретических знаний по основам балансировки вращающихся механизмов и получить профессиональные навыки на станках и приборах «Балтех», рекомендуем вам пройти Курс ТОР-102 «Динамическая балансировка» в учебном центре компании Балтех.


