


Балансировка деталей

Идеальная вращающаяся деталь динамически уравновешена, т.е. ее одна из главных осей инерции совпадает с осью вращения. На практике данное условие может быть нарушено по целому ряду причин:
- неточностью изготовления детали;
- неоднородной плотности материала детали;
- недостаточно точной посадкой в подшипниковые опоры;
- естественного неравномерного износа;
- налипания инородных частиц;
- появления сколов, деформирования детали и др.
За счет действия этих причин в детали наблюдаются неуравновешенные массы, которые при вращении вызывают появление неуравновешенных сил и моментов сил инерции. Данные силы и моменты сил, вращаясь вместе с деталью, вызывают вибрации, которые, в свою очередь, оказывают разрушительное действие на опоры и машину в целом.
Различают статическую, моментную и динамическую неуравновешенность детали (см. статью «Балансировка»), и задачей балансировки деталей является уменьшение до допустимых значений:
- главного вектора дисбалансов – при статической балансировке;
- главного момента дисбалансов и главного вектора дисбалансов – при динамической балансировке.
Для деталей с диаметром, значительно превышающим ее длину, статическая неуравновешенность, на порядок больше динамической. В случаях, когда можно пренебречь моментной и динамической неуравновешенностью, ограничиваются проведением только статической балансировки, если нет – обязательно проводят динамическую балансировку детали.
Для деталей с длиной, значительно превышающей ее диаметр, наоборот, существенна динамическая неуравновешенность, и в данном случае опять же, проводят динамическую балансировку детали.
Точность статической балансировки недостаточно велика и сегодня ее проводят только в случаях, не особо требовательных к точности балансировки. Точность же динамической балансировки на порядок выше, к тому же, с появлением современных балансировочных станков и приборов, процедура динамической балансировки стала исключительно проста, максимально автоматизирована и проводится в считанные минуты. Вот почему, говоря о современной балансировке деталей, мы подразумеваем ее проведение именно с помощью методов динамической балансировки. Выбор того или иного метода динамической балансировки деталей определяется типом ротора: для жестких – согласно ГОСТ ИСО 1940-1, гибких – согласно ГОСТ 31320.
Рекомендуемые классы точности балансировки для жестких деталей (роторов) приведены в табл.1:
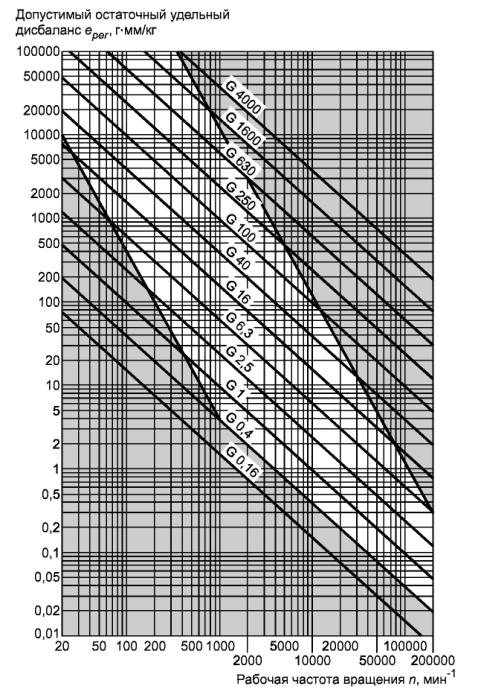
Таблица 1
Балансировка деталей проводится на балансировочных станках или в собственных опорах. По пространственному положению оси вращения станки подразделяются на горизонтальные и вертикальные, а по скорости вращения – на дорезонансные, резонансные и зарезонансные.
В силу целого ряда причин наибольшим спросом у потребителей пользуются дорезонансные станки горизонтального или вертикального исполнения. К примеру, дорезонансные станки позволяют балансировать детали с большим начальным дисбалансом, не требуют дополнительных оправок для удержания балансируемой детали, не нуждаются в калибровки после проведения каждой процедуры балансировки. К тому же, за счет применения жестких опор, дорезонансные станки существенно дешевле зарезонансных станков с мягкими опорами.
Компания БАЛТЕХ производит широкую линейку дорезонансных и зарезонансных балансировочных станков в соответствии с межгосударственным стандартом Гост 20076-2007 (ИСО: 2953-1999). Горизонтальные (серия НВМ), вертикальные (серия VВМ), автоматические (серия AВМ) , специальные (серия SВМ) станки «БАЛТЕХ» включают более 50 моделей для деталей массой от 0,1кг до 110 тонн, т.е. охватывают практически весь спектр роторных машин. Достигаемая при этом точность измерений (минимальный удельный остаточный дисбаланс) составляет 0.5 г*мм/кг.
Для балансировки деталей в собственных опорах в компании «БАЛТЕХ» разработаны двухканальные переносные комплекты «ПРОТОН-Баланс-II» и BALTECH VP-3470, предназначенные для одно- или двухплоскостной балансировки по месту установки деталей.
Для обучения работе на станках и приборах компании «БАЛТЕХ», рекомендуется прохождение курса ТОР-102 «Динамическая балансировка» в Учебном центре компании БАЛТЕХ .


